
このページでは、ヤシマの各プロダクトを有効に活用していただける情報を中心に掲載しています。




ヤシマのバーコードソリューションは、安全な溶接強度確保におけるヤシマ独自の溶接管理システムです。自動車メーカーは車体整備における自社の車の安全な溶接を推進するため、ますます多くの部位に溶接条件の適用を進めています。バーコードの活用は、ますます複雑になる溶接条件設定の切り札であり、貴社の戦力となることでしょう。


スポット溶接機の高性能化・高機能化に伴う代償として、溶接機はますます複雑に、重く使いにくくなっています。作業者が犠牲になっては、どんなにいい設備もフルに活用されることはないでしょう。"EZ"とは造語で「イージー」、すなわち「簡単」「楽に」「軽々」「素早く」等を表すものであり、ここではヤシマの「EZ(イージー)コンセプト」を余すことなくご覧いただけます。


ここでは自動車のボディー構造変化に伴い、それに歩調を合わせ、時には先取りし進化してきた弊社高張力鋼板対応型スポット溶接機の歴史を紐解きます。
ヤシマのスポット溶接機の進化が、そのまま車体整備業界の安心・安全な溶接プロセスの歴史といっても過言ではありません。

安心・安全なスポット溶接を行う上で必要な最低限の基礎知識を身に着けていただきます。
原理原則が理解できれば、行っている溶接作業、溶接強度に裏付けができますし、応用が利きますので対応力が身につき、トラブルにも対策が取れるのです。


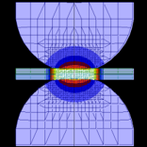
高張力鋼板を多用した自動車ボディーにおけるスポット溶接作業では、一般的に「強力な加圧力が必要」という定説があり、これはもちろん事実です。また、それに歩調を合わす形で溶接電流も10,000A以上出力する機械の普及も高まっています。
しかし、いくら高性能な溶接機があっても、それらのパワーのバランスを的確にコントロールできなければ…


「電流」「加圧力」「通電時間」という溶接の3条件は、電極先端径の直径が前提条件で決定されているため、基準値を一定以上外れてしまえば3条件は意味をなさなくなります。
本コンテンツは「ヤシマオーナーズサイト」に移動しました。閲覧にはパスワードが必要です。

大好評をいただいている弊社の自信作、キューシーミグ222ウエイブ「YMI-222W」のWEBデモンストレーションがご覧いただけます。
現在、溶接作業を行う上で注意を払わなくてはならない要素は、「軽自動車等を中心とする薄板への対応」及び「高張力鋼板への対応」ですが、共に重要なのが…


スポット溶接において正しい溶接強度を得るためには、目的の板厚に合わせた溶接機の条件設定を正しく行わなくてはなりません。ここでは、溶接機に入力する「基準板厚」について考察します。
本コンテンツは「ヤシマオーナーズサイト」に移動しました。閲覧にはパスワードが必要です。
ヤシマオーナーズサイト

➥ 利用登録受付中!
取扱いブランド
インテリジェント タクティス シリーズ

伊テルウィン社

その他コンテンツ
最新バーコードダウンロード


重要なお知らせ