
コラム⑦ スポット溶接:第4の溶接条件“電極形状“
スポット溶接の3条件に負けず劣らず重要なのが「電極形状」です。
皆さん、溶接の3条件については今までさんざん勉強していただき、その重要性は周知のことと思いますが、この「第4の溶接条件”電極形状”」については比較的見落とされがちではないでしょうか?
電極とは、「チップ」とか「キャップチップ」と呼ばれる、被溶接体(ワーク)を挟み込むパーツのことです。

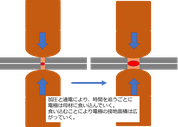
電極は溶接の目的により既定の大きさや形状が決められており、特に先端形状「d値」は溶接結果を大きく左右します。
そもそも溶接の3条件とは、電極先端径の直径が前提条件で決定されているため、基準値を一定以上外れてしまえば3条件は意味をなさなくなります。
現状の高性能スポット溶接機であれば、電流・加圧・通電時間の3条件コントロールは自動設定で、お任せでいいのですが、電極は作業者自らがチェックし、管理しなくてはなりません。
ここでは、電極の知識と、その管理方法について学びたいと思います。
電極の役割
スポット溶接における電極の役割とは、
1.溶接部へ大きな加圧力を加える
2.溶接部へ必要とされる電流を供給する
3.被溶接部の熱を吸収する
通電性や熱伝導率の良さ、硬さやコストを考慮して一般的には銅合金を使用する。
電極形状の種類
目的により多種の電極形状がある。
下記はその代表的な電極形状である。
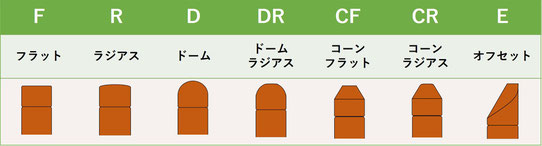
上記、「F」「R」「D」「C」等の組み合わせにより意味付けされる。
「F」フラット:
あたり面がフラット(平面)。溶接母材に打痕を極力残さないための形状。
「R」ラジアス:
先端全体がなだらかなR形状、あたり面が通電に合わせ母材に食い込んでいく。
「D」ドーム:
ラジアスに比べ鋭角な曲面。あたり面が小さく、電流集中性に優れる。
「DR」ドームラジアス:
ドーム形状に立ち上がり、先端あたり面(d)がR形状。
「CF」コーンフラット:
円すい形の先端あたり面がフラット。
「CR」コーンラジアス:
円すい形に立ち上がり、先端あたり面がR形状。
「E」オフセット:
フランジの際など、奥ぎりぎりに打ちたい時などに使用する。

電極の選択
車体整備の両面スポット溶接作業において、一般的に使用される電極は、「DR形」及び「R形」である。尚、この電極形状の選択は、使用する溶接機メーカーが推奨するものを使用する。
自動車メーカーラインで一般的に使われるのは「DR形」である。これは電極の管理、(d値)のわかりやすさ、ナゲットの品質、打痕の美観など、自動車の製造における理想の形状といえるでしょう。
これに対し、車体整備では「R形」も多く使用されますが、車体整備特有の事情を勘案するとDR型以上のメリットがあるといえます。

- 電極先端全体がR形状で、相対する電極同士のあたり面が少々ずれても、斜めに当たっても、母材に対して偏芯したあたりになりにくい。
- 多種の板厚や板組に対応しなくてはならないので、電極あたり面の「d値」面積がフレキシブルに変化するラジアス形状は溶接力が安定する。
ただし、気を付けなければならないのは、ラジアス形状はラジアス形状を保っているか、溶接を繰り返し平らになったのか見分けが難しいということです。
しっかりと見極める目を持ち、できる限り早めのメンテナンスと交換を心がけましょう。

電極の管理
電極の管理は3段階に分かれますので、都度適切なメンテナンスや処理を行います。
1.表面の汚れや傷み
やすり等で不純物の除去や成形します。この時、スポンジ状のやすりは、電極形状を損なわずに全体を均等に削れますのでお勧めです。
2.電極摩耗
先端d値が損なわれたときは交換します。使用限界点までは再研磨して繰り返し使うことができます。
Point:ヤシマでは電極の「再研磨サービス」を行っています。詳しくはお買い上げの代理店様までお問い合わせください。
3.使用限界点に達したとき
これ以上再研磨できませんので廃棄し、新品のキャップチップに交換してください。

ヤシマオーナーズサイト

➥ 利用登録受付中!
取扱いブランド
インテリジェント タクティス シリーズ

伊テルウィン社

その他コンテンツ
最新バーコードダウンロード


重要なお知らせ